|
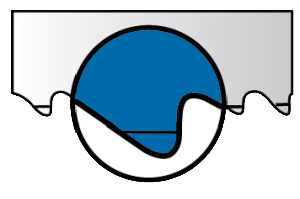
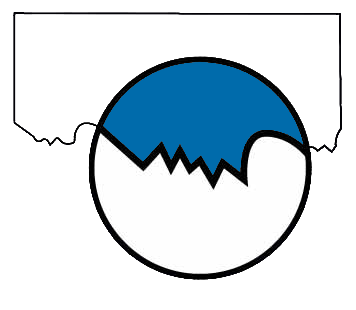
Broken band saw blade (straight brake indicates material fatigue)

|
- Inappropriately choosed band saw blade
- Blade tension is too high
- Cutting rate too high
- Wrong lubrication
- Small diameter of impellent wheel
- Blade guidance worn down
- Blade rubs the flange of impellent wheel
- Teeth in contact with workpiece before cutting initiation
- Side guidance too tight
|
- Tooth pitch too coarse (small TPI) - see Choice of TPI
- Reduce blade tension - see table with recommendet tension
- Reduce cutting speed
- Check cutting emulsion
- Use smaller blade - sie machine manual
- Check pressure in guidance clamps. Exchange of worn down ones.
- Set wheel position
- Set 10mm gap between saw and workpiece
- Adjust guidance clamps
|
|
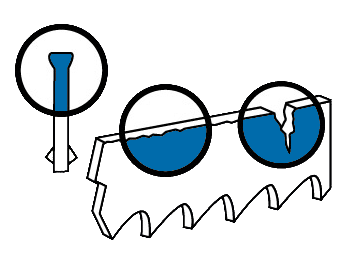
Premature teeth wear down
|
- Band saw blade is put on in wrong way
- Incorrect running-in
- Hard parts in material
- Material hardness is too high
- Wrong lubrication
- Cutting speed to high
- Cutting rate too low
|
- Put on the blade in right direction
- Reduce cutting rate and speed when running-in according to manufacturer"s recommendations
- Check the real material hardness
- Increase cutting speed and cutting rate
- Lubrication check-up
- Reduce cutting speed - see recommended cutting speeds
- Increase cutting rate - see recommended cutting rates
|
|
Inexact cut
|
- Teeth are worn down
- Cutting rate too high/low
- Wrong TPI
- Irregular input of lubrication
- Guidance clamps worn down or loose
|
- Use new band saw blade
- See recommended cutting rates
- See choice of TPI
- Adjustment of lubrication nozzle
- Faster or exchange defective
|
|
Undercutting - movement of the blade in cut
|
- Cutting rate too high
- Insufficient band tension
- Teeth setting worn down
- Teeth worn down
- Tooth pitch to fine (great TPI)
- guidance clamps worn down or loose
|
- See recommended cutting rates
- See recommended band tension
- Check material hardness
- Use new band saw blade
- Use coarse tooth pitch (smaller TPI)
- Faster or exchange defective
|
|
Squeezed chip
|
- Incorrect lubrication/small quantity
- Cutting speed/rate too high
- Tooth pitch to small (great TPI)
|
- Lubrication check-up
- Cutting speed or rate reduction
- See choice of TPI
|
|
Teeth are falling off
|
- Cutting rate too high
- Squeezed tooth in cut
- Cutting liquid - incorrect/small quantity
- Hard part in material
- Inappropriate tooth pitch (TPI)
- Insufficient workpiece clamp
- Teeth in wrong direction
|
- Reduce cutting rate or speed
- See recommended cutting conditions
- Use new band saw blade
- Check emulsion
- Material hardness and qualiti check
- See choice of TPI
- Clamp check-up; Make sure that workpiece is fastened firmly
- Put on the blade the right way
|
|
Wear down on the back of the blade
|
- Insufficient tension
- Wrong band saw blade
- Cutting rate too high
- Upper guidance clamp defect
- Guidance clamps too wide from eachother or loose
- Blade in contact with flange of impellent wheel
|
- See recommended band tensions
- Choose variable tooth pitch
- Reduce cutting rate
- See recommended values
- Increase pressure; if they are worn down - exchange, never sharpen)
- Move guidance clamp towards workpiece
- Toe settings
|
|
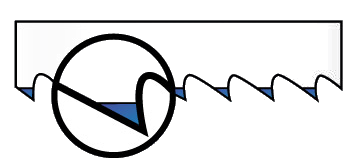
Brake on the tooth back (indicates spinning of workpiece)
|
- Wrong cutting rate/speed
- Wrong tooth pitch
- Guidance clamps squeezed, worn down, too far from each other or defective
- Band saw blade in contact with workpiece
|
- See recommended cutting conditions
- See tooth pitch, adjust or exchange clamps
- Set tension pressure
- Set 10mm gap between saw and workpiece
|
|
Irregular brake (indicates movement of workpiece)
|
- Material is not fastened right in the clamp
|
|
|
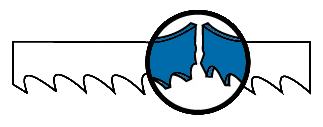
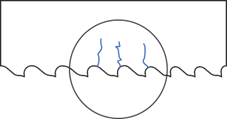
Cracks between teeth
|
- Roller or guidance clamp worn down
- Guidance clamps too far from each other, worn down or loose
- Side guidance clamp in contack with teeth
- Incorrect tension
|
- Check wheels and guidance clamps
- Increase pressure; if they are worn down - exchange, never sharpen)
- Set guidance clamps into correct position
- Check real tension by tensometer
|
|
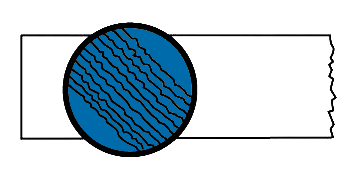
Raw surface, vibration or trembling
|
- Band saw blade worn down or defective
- Incorrect feed rate or cutting speed
- Insufficient blade guidance
- Insufficient blade tension
- Incorrect tooth pitch
|
- Use new band saw blade
- See setting of cutting conditions, adjust until the problem disappears
- Set guidance clamps, sufficiently close
- See recommended tension
- See choice of TPI
|
|
Scratches on side, set wear down
|
- Guidance clamps are rubbing the blade
- Insufficient tension
- Wrong blade width
- Hard parts in material
|
- Set guidance clamps
- See recommended band tensions
- See machine manual - recommended band saw blade
- Check material hardness
|
|
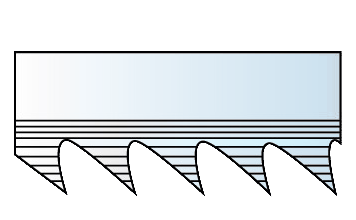
Tooth tips became bluish
|
- Wrong tooth pitch
- Incorrect feed rate or cutting speed
- Wrong (or not enough) lubrication
- Insufficient chips removal
|
- See choice of TPI
- See setting cutting conditions
- Check cutting lubrication
- Check cleaning brush
|
|
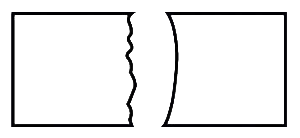
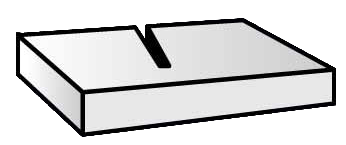
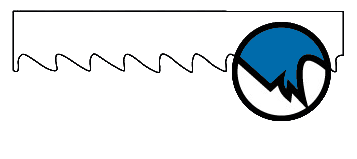
Brake in the weld
|
- Wrong welded (insufficiently tempering)
- Band saw blade tension too high
|
- Check welding process
- Reduce blade tension
|
|
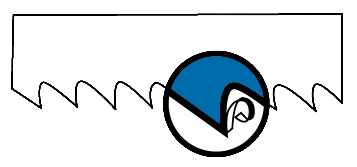
Skipping of the blade
|
- Crooked weld
- TPI too fine (more than 30 teeth in cut)
- Teeth are breaking off
- Cutting rate too low
|
- Check welding process
- See choice of TPI
- Use new band saw blade
- See setting cutting conditions
|









